Портфолио
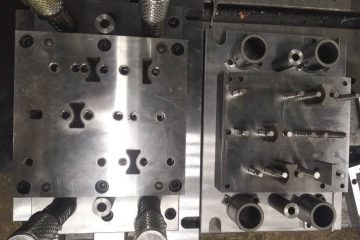
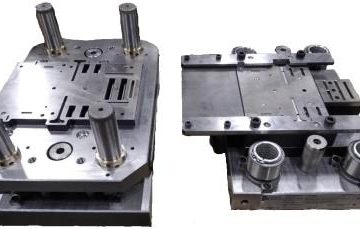
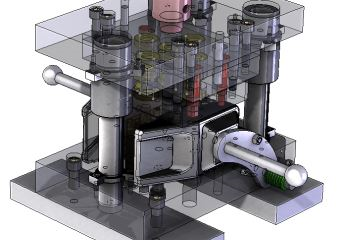
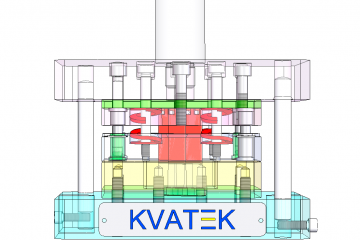
Штамп пробивки отверстий в пластине
Поступил заказ на проектирование и изготовление оснастки для пробивки отверстий в пластине. Материал детали – нержавеющая сталь толщиной 0,8 мм. Подача материала – автоматическая. Заготовки различных габаритов устанавливаются в координатное подающее устройство и поступают в рабочую зону штампа. Особенность данной оснастки заключается в отсутствии колонок. Вместо них функцию направляющих узлов Читать дальше