Портфолио
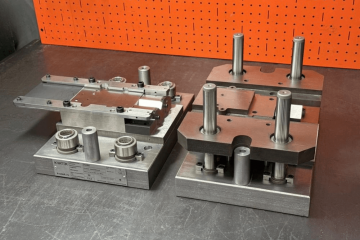
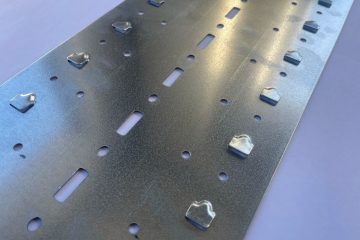
Штамп для детали Подпятник
Поступил заказ на проектирование и изготовление комбинированного штампа вырубки последовательного действия. Задача: оснастка должна работать в автоматическом режиме с подающим устройством. Материал изделия: лента сталь 08пс, 1,5 мм.Материал рабочих частей штампа: сталь Х12МФ. Процесс: был спроектирован штамп комбинированного последовательного действия с подвижным съемником и направляющими лифтами. Результат: оснастка работает в Читать дальше