При штамповке оцинкованных сталей возникают ситуации, когда мелкая цинковая пудра, образуемая в момент вырубки детали, начинает со временем скапливаться на рабочих поверхностях штампов и наклепываться на рабочие кромки пуансонов и матриц. Это приводит к изменению геометрии режущих кромок пуансонов и уменьшению рабочих зазоров между матрицами и пуансонами.
Распыление смеси масла и керосина в виде масляного тумана (где допускала технология) дает лишь временный эффект, приходится очень часто отправлять штампы на чистку, в условиях инструментального производства с полной разборкой оснастки.
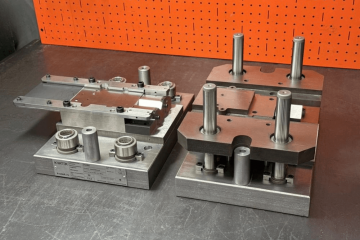
Выходом из ситуации служит подвод сжатого воздуха посредством внутренних каналов (если позволяют конструктивные особенности) непосредственно в рабочие полости штампа. Подача воздуха через распределитель производится в момент рабочего и обратного хода пресса.



Как результат, цинковая пыль не успевает скапливаться и выдувается из рабочих поверхностей оснастки. Затраты на внедрение данной технологии несоизмеримо меньше полученного положительного эффекта.


0 комментариев