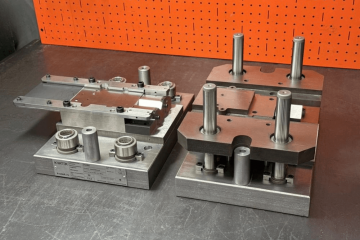
В продолжение темы борьбы с налипанием цинковой пудры, образующейся в результате штамповки цинкового проката, на рабочие поверхности матриц и пуансонов, тестируем новую полимерную смазку.

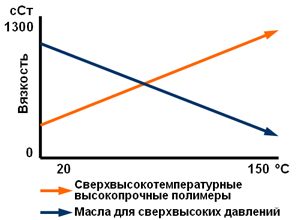
Суть полимерной смазки на безмасляной основе состоит в том, что компоненты состава надежно обволакивают штампуемый металл, создавая прочную разделительную пленку. Смазка максимально снижает силу трения заготовки о рабочие поверхности штампа, и в случае оцинкованных сталей уменьшает образование цинковой пудры. В отличии от масел и керосина, которые при повышении температуры в момент контакта пуансонов и матриц с заготовкой, снижают свою вязкость, полимерная смазка наоборот кратно увеличивает вязкость, как бы прилипая к металлу.
Еще одним немаловажным моментом является, практически полное отсутствие следов смазки на отштампованных изделиях, что положительно сказывается на последующих операциях производственного цикла.
Самым эффективным способом нанесения смазки является, локальное распыление в зону штамповки посредством подвода смеси смазки с воздухом. Для этого смазка заливается в стандартный маслораспылитель в работающий в паре с фильтром регулятором. Настраивая давление воздуха и расход смазки добиваемся требуемых результатов.

Но есть один небольшой минус использования смазки, а именно ее засыхание в рабочих полостях штампов при простоях оснастки более суток. Мы решили эту проблему, путем орошения керосином рабочих поверхностей штампов в конце каждой рабочей смены.
Отрегулировав локальный подвод и состав смеси, полимерная смазка оказала несомненно положительный эффект.


0 комментариев