Портфолио
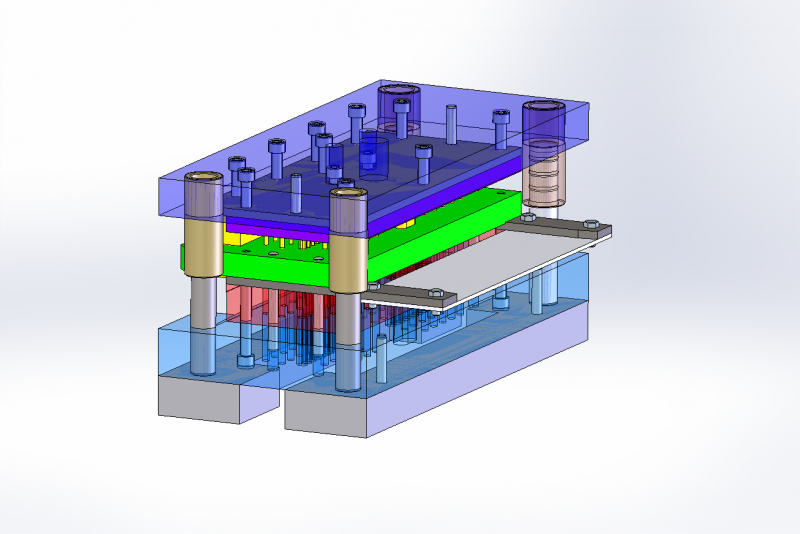
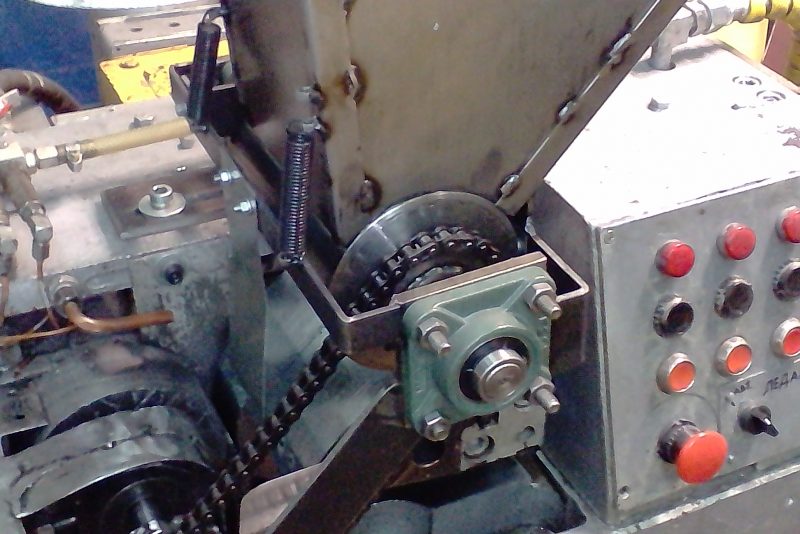
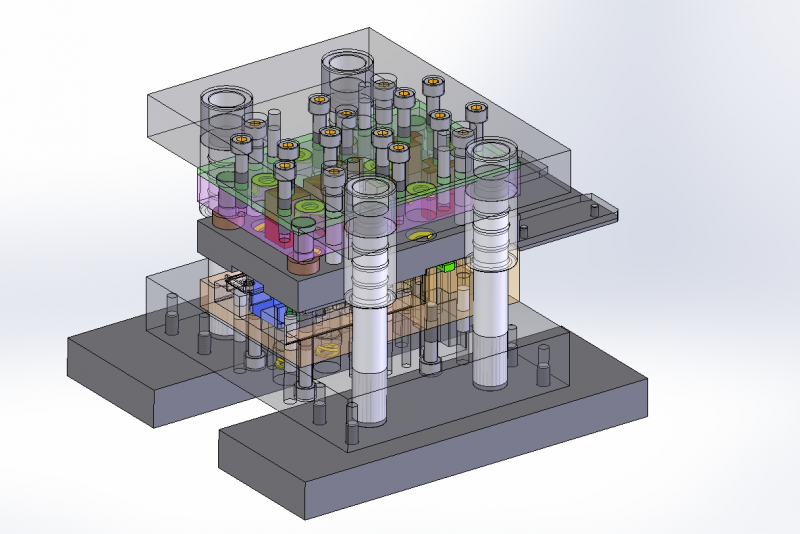
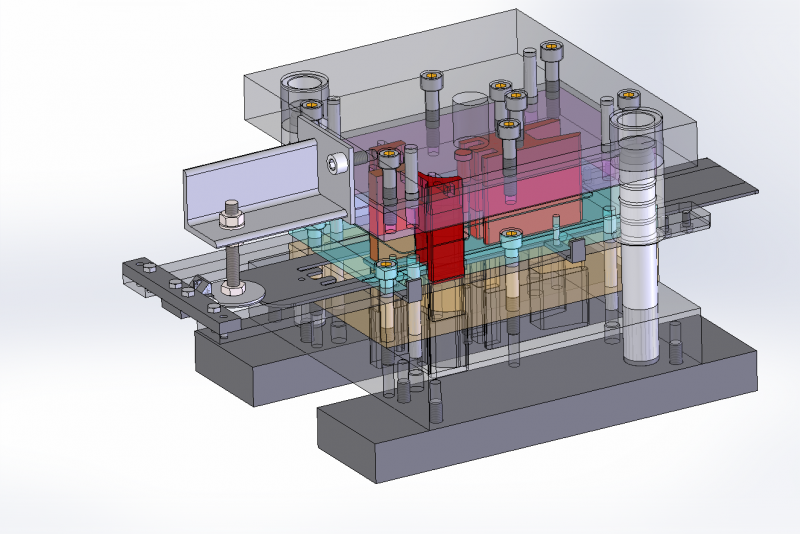
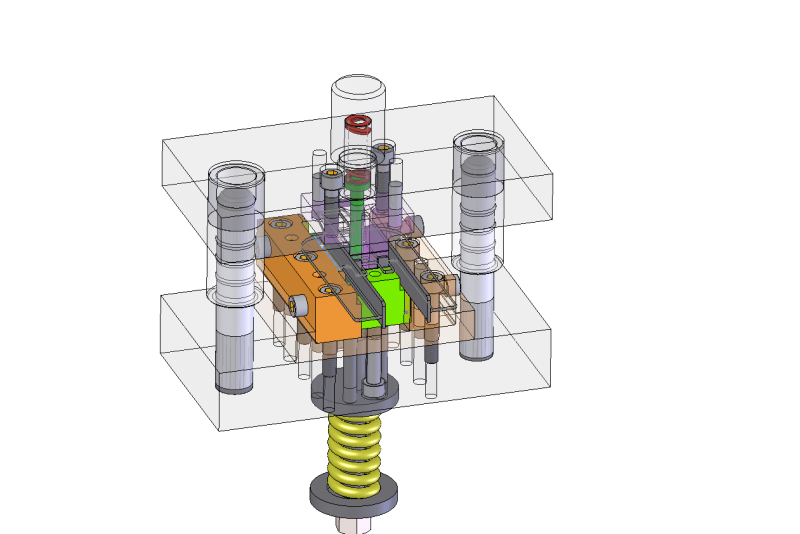
Штамп для изготовления шайбы
От заказчика поступил заказ на проектирование и изготовление штампа для шайбы. Материал – холоднокатаный оцинкованный лист толщиной 1 мм. Требования: максимально экономичный раскрой материала, низкая цена оснастки. Был спроектирован 3-рядный штамп последовательного действия с жестким съемником и упором для работы из полосы. Штамп был изготовлен, испытан, и передан на штамповочное Читать дальше