Заказчик разместил заказ на изготовление штампа для изготовления детали с двумя загнутыми полками из холоднокатаной стали толщиной 2,5 мм. Деталь должна изготавливаться из ленты в автоматическом режиме.
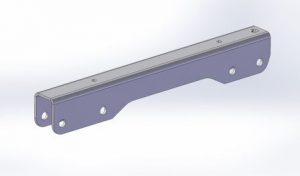
Спроектирован штамп последовательного действия с верхним прижимом для работы в автоматическом режиме.
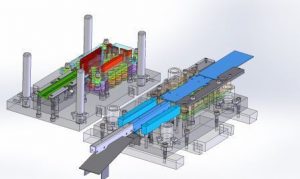
Гибка детали производится гибочными роликами, что позволяет улучшить внешний вид детали и повысить стабильность высоты отогнутой полки и угла гиба. Шаг штамповки обеспечивается подающим устройством, для повышения точности штамповки на гибочной позиции есть два ловителя. Готовая деталь выталкивается лентой из штампа и попадает в контейнер для деталей. Весь отход попадает в провальное окно в столе пресса.
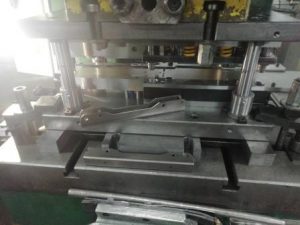
Штамп был изготовлен, испытан на нашем предприятии и отправлен заказчику.



0 комментариев