Портфолио
Штамп для планки с зубом и фаской
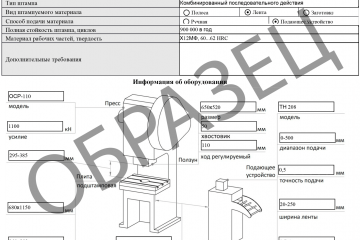
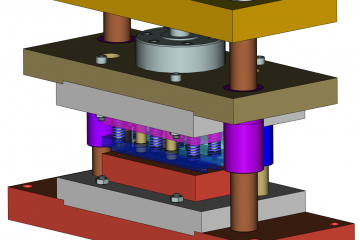
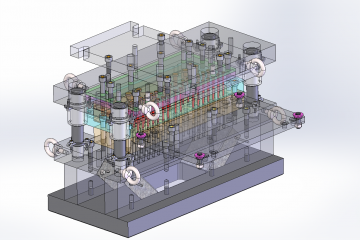
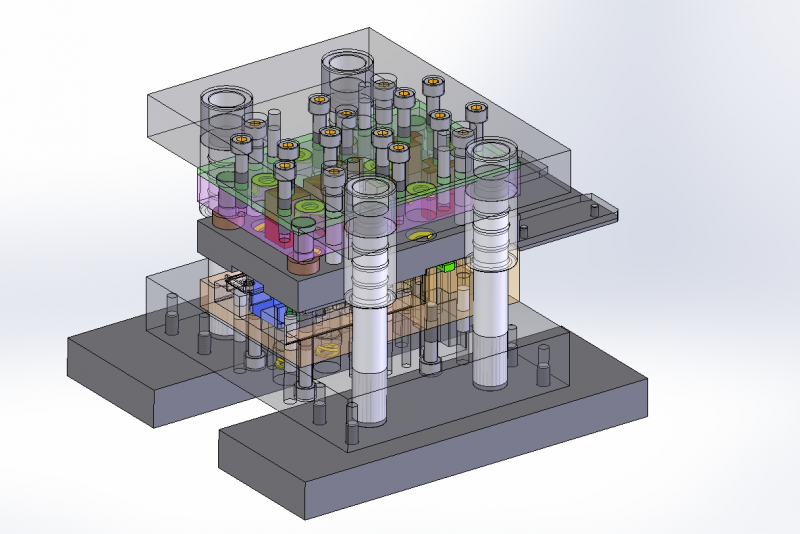
Заказ на проектирование и изготовление штампа для планки крепления обшивочной доски («Планкен»). Материал – холоднокатанная стальная лента из оцинкованной стали. Деталь выпускается в 2 исполнениях – с отогнутыми зубчиками и без них. На отверстиях должны быть фаски под головки саморезов с разных сторон. Спроектирован переналаживаемый штамп последовательного действия с Читать дальше