Заказчик разместил заказ на изготовление оснастки для изготовления 2 деталей (диск и прокладка). Детали имеют одинаковую толщину, материал и количество в изделии. Мы не стали предлагать заказчику изготовить 2 штампа для каждой детали (хотя нам это было бы выгодно). Мы предложили включить в схему раскроя одной детали (диск) второе, более мелкое изделие (прокладка). Это не увеличило норму расхода материала первой детали а затраты на изготовление второй детали, фактически, равны нулю.
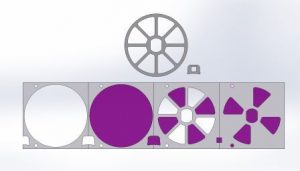
Спроектирован штамп последовательного действия с верхним прижимом для работы в автоматическом режиме из ленты.
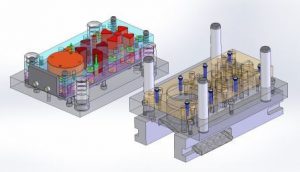
Лента направляется роликами, штамп имеет нож для резки отхода. Шаг штамповки обеспечивается подающим устройством, для повышения точности штамповки (обеспечения соосности отверстий относительно контура) в ленте пробиваются технологические отверстия для ловителей в верхней части штампа.

Штамп был изготовлен, испытан на нашем предприятии и отправлен заказчику.



0 комментариев